")
")
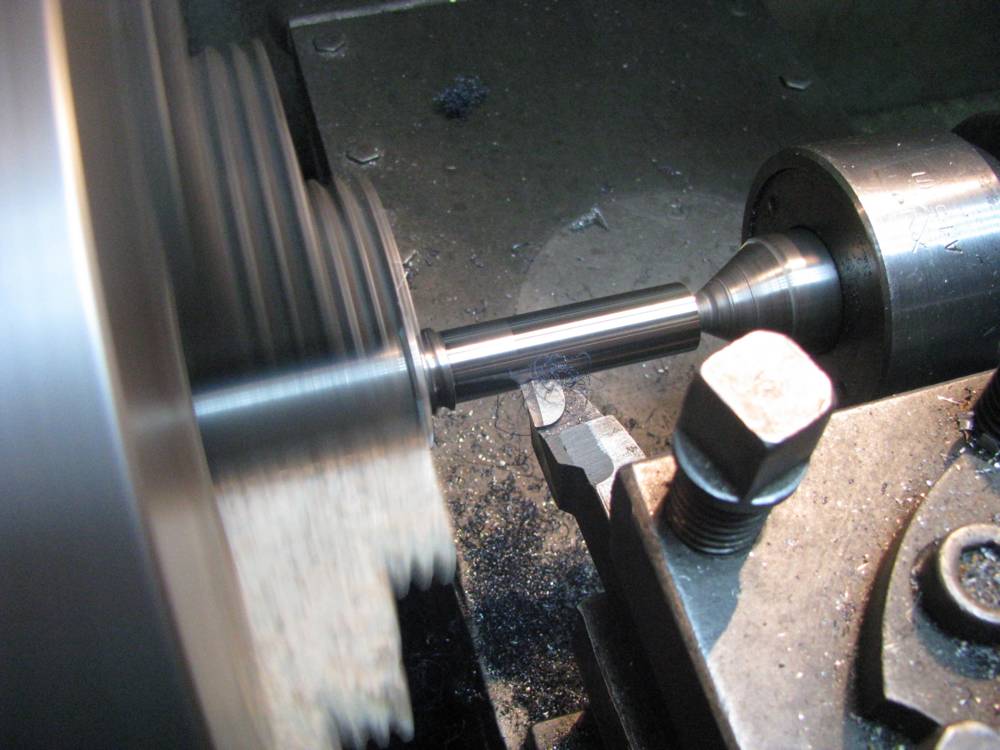
Концы ШВП протачивал на 16К20, зажимал через разрезную втулку и проверял биение индикатором.
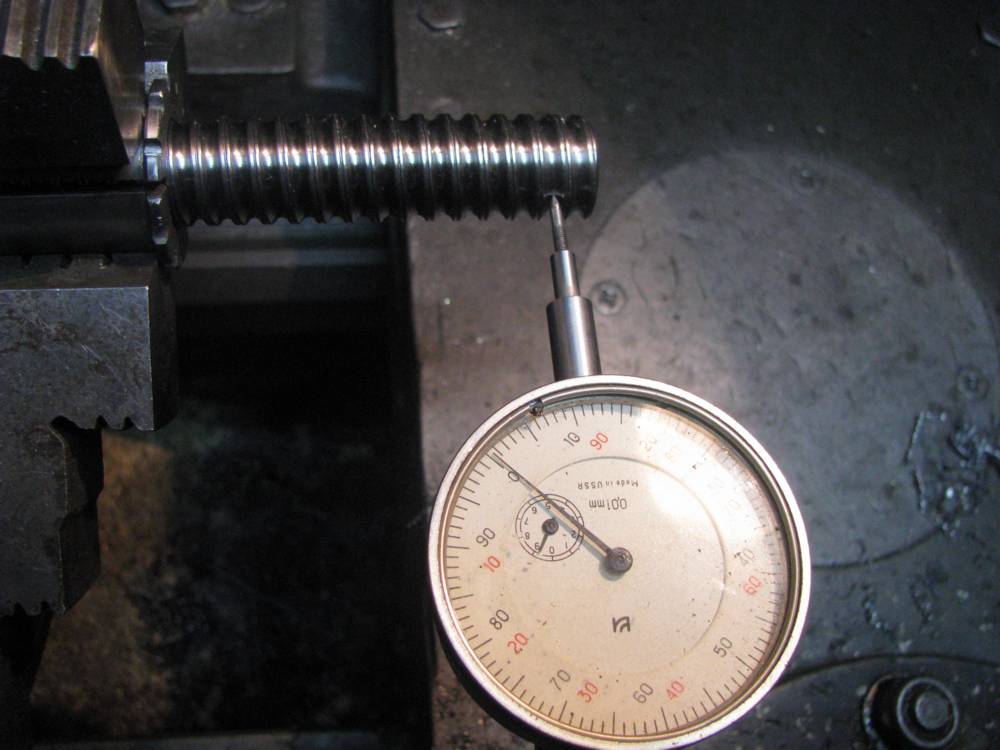
А дальше, не спеша, с небольшим съёмом, протачивался винт.
Шпоночный паз фрезеруется 5мм фрезой.

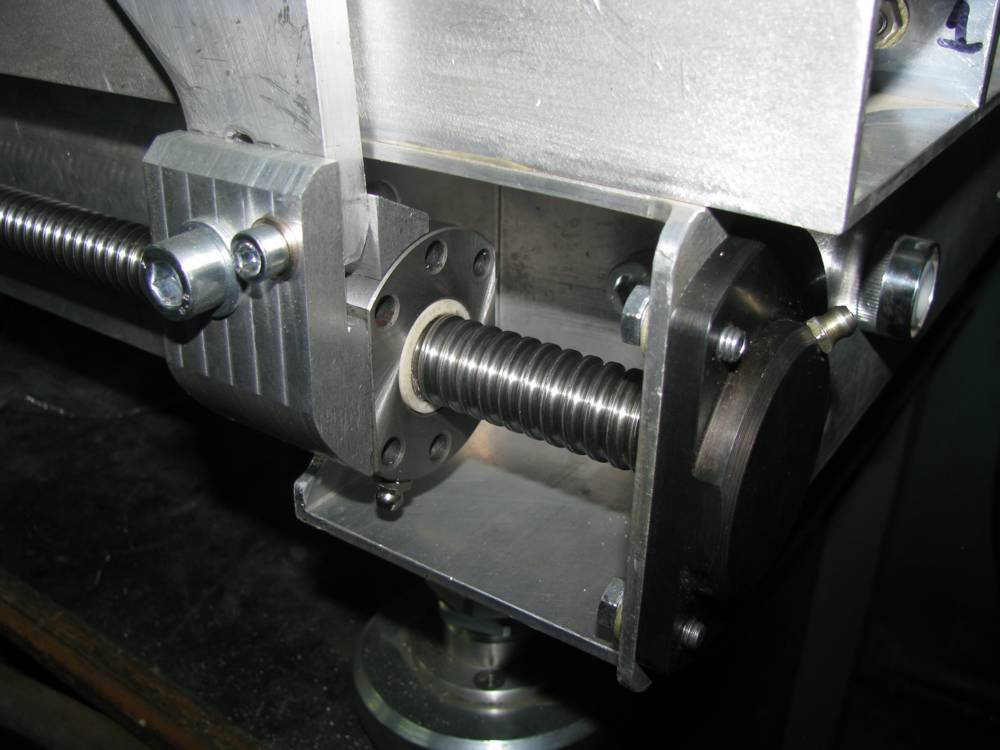
Подшипниковые опоры ШВП пришлось изготавливать самостоятельно. Китайские и дорогие, и конструкция для моего станка не подходила. Решил использовать классическую схему крепления ШВП - одна опора фиксированная, другая свободная. Корпус фиксированой состоит из 2-х частей, стянутых болтами к профилю. В каждой части корпуса установлено по радиально-упорному (7202) подшипнику + сальник. Снизу врезана пресс-маслёнка.
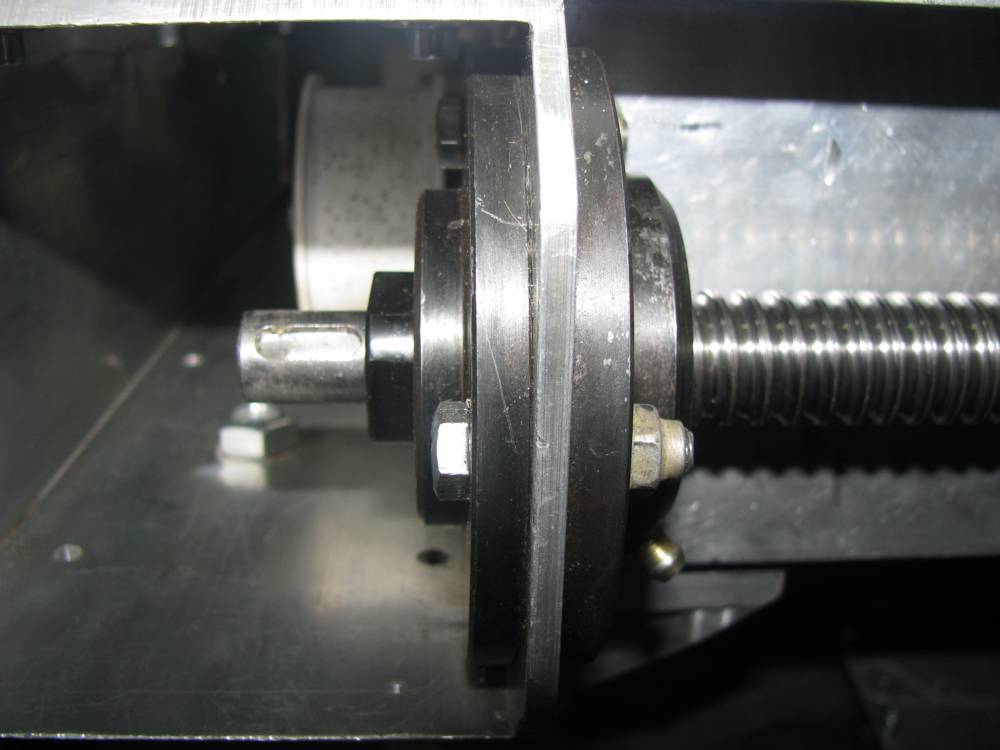
Свободная опора с одним шариковым радиальным (202) подшипником.
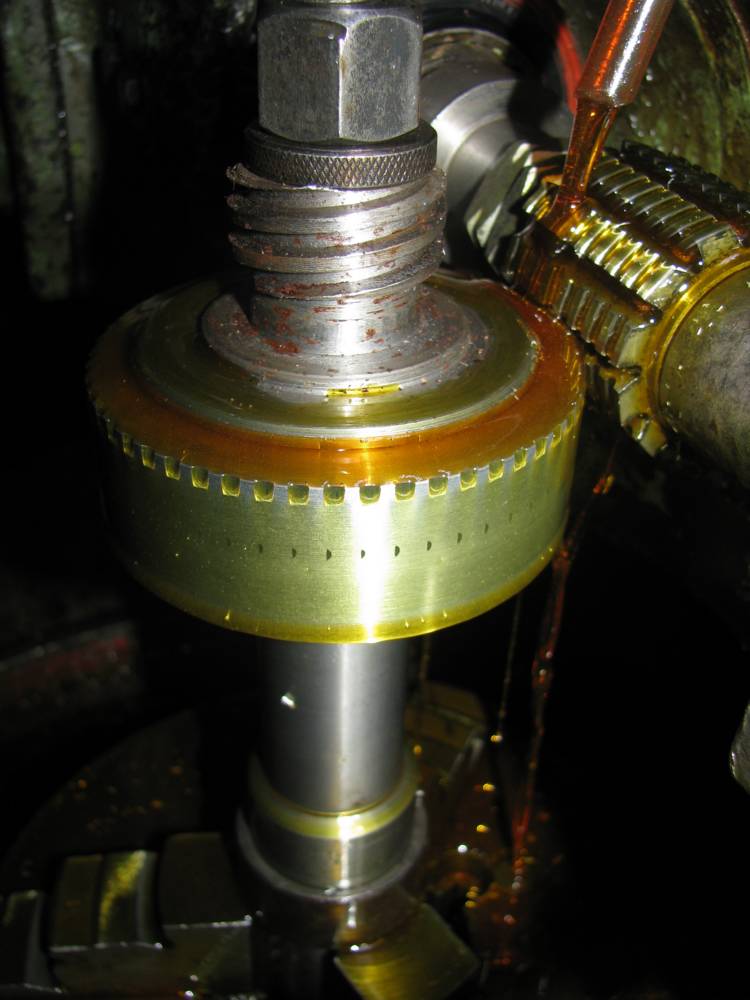
Шкивы для зубчатых ремней тоже изготовливал сам. Для этих целей приобрёл червячную фрезу с профилем АТ5.


На зуборезном станке нарезал шлицы шкивов.
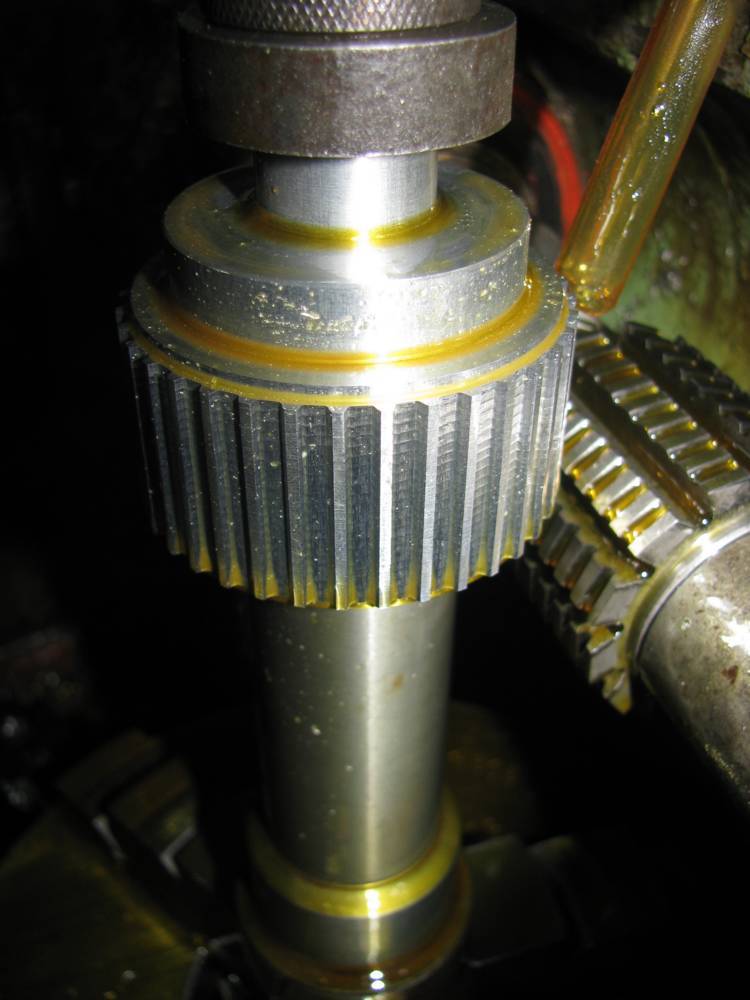
Получился такой комплект.

Для посадки шкива на ШВП одного шпоночного паза мало. Нужно фиксировать и от продольного перемещения. Для этих целей удобно использовать Taper bush. Естественно, заказывать я эти втулки не стал, а сделал их из бронзы. А вот установочные винты пришлось заказать в Китае.
Посадочный конус в шкивах и на втулках точил не меняя угла (2,6°) продольных салазок суппорта токарного станка. Это дало практически идеальное сопряжение деталей.

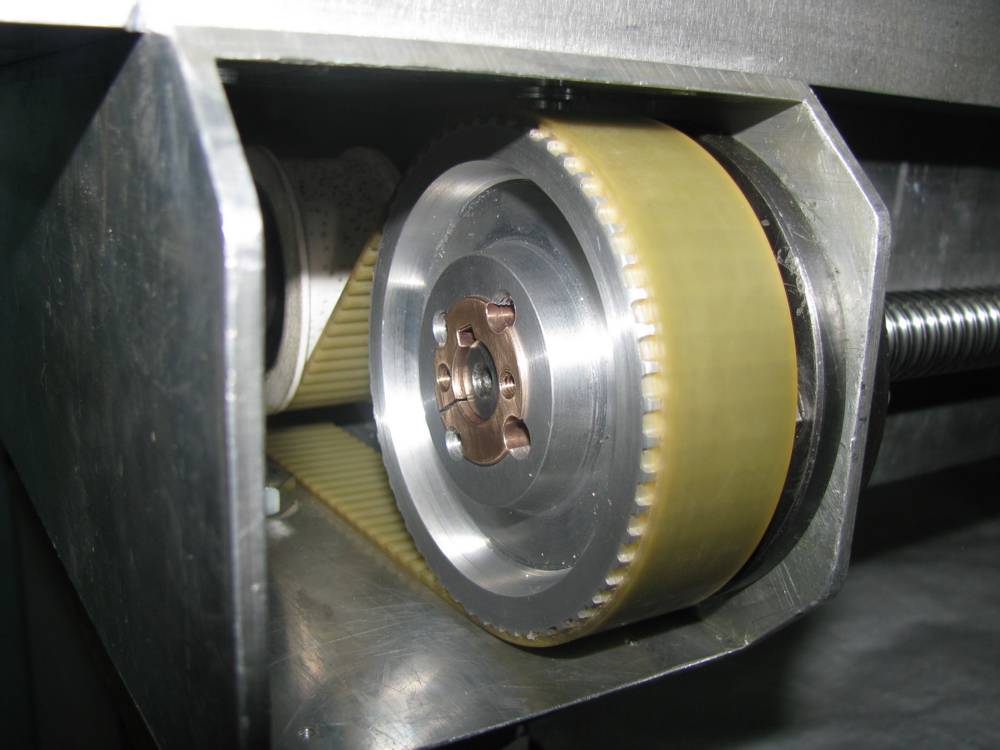
Шкивы и зубчатый ремень для оси X предварительно установлены на ШВП и сервомотор.
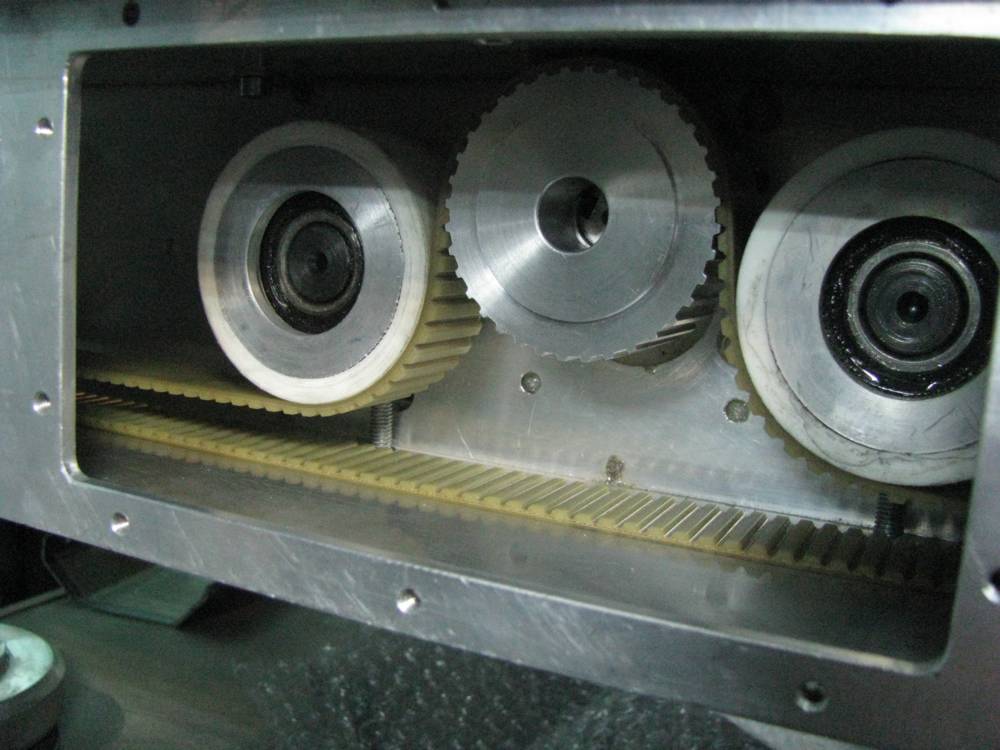
Ролики регулировки натяжения ремня оси X.
Комментарии
Достойная работа.
RSS лента комментариев этой записи